I figured I would share the dyno I helped develop at work years ago for motor testing.
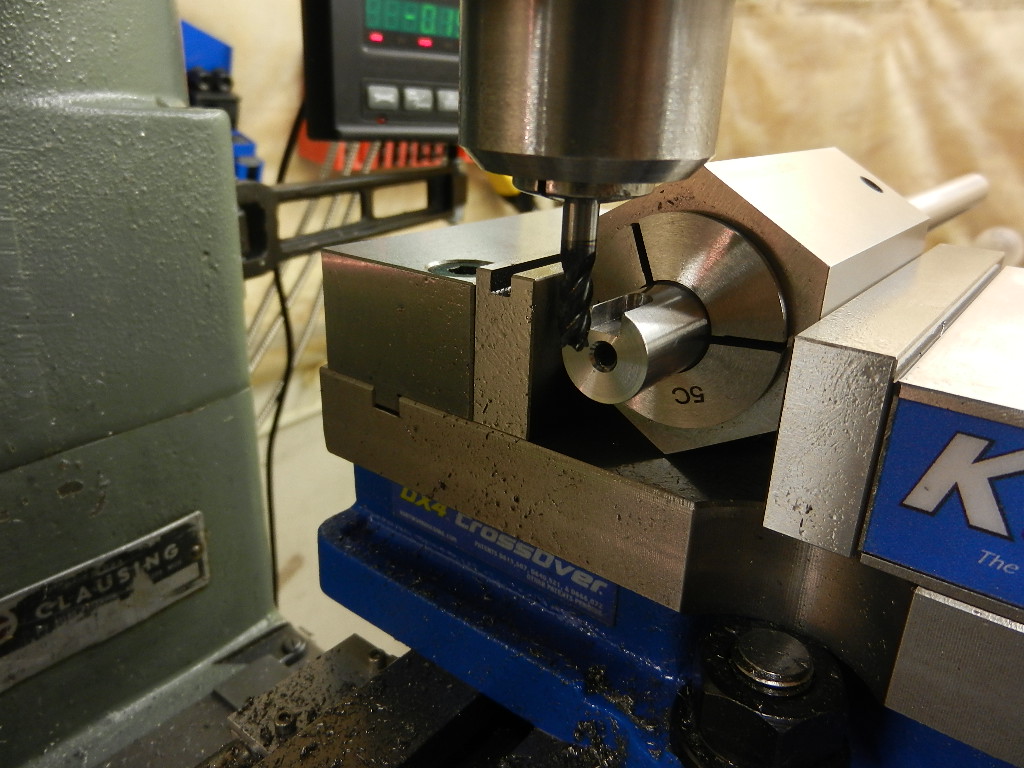
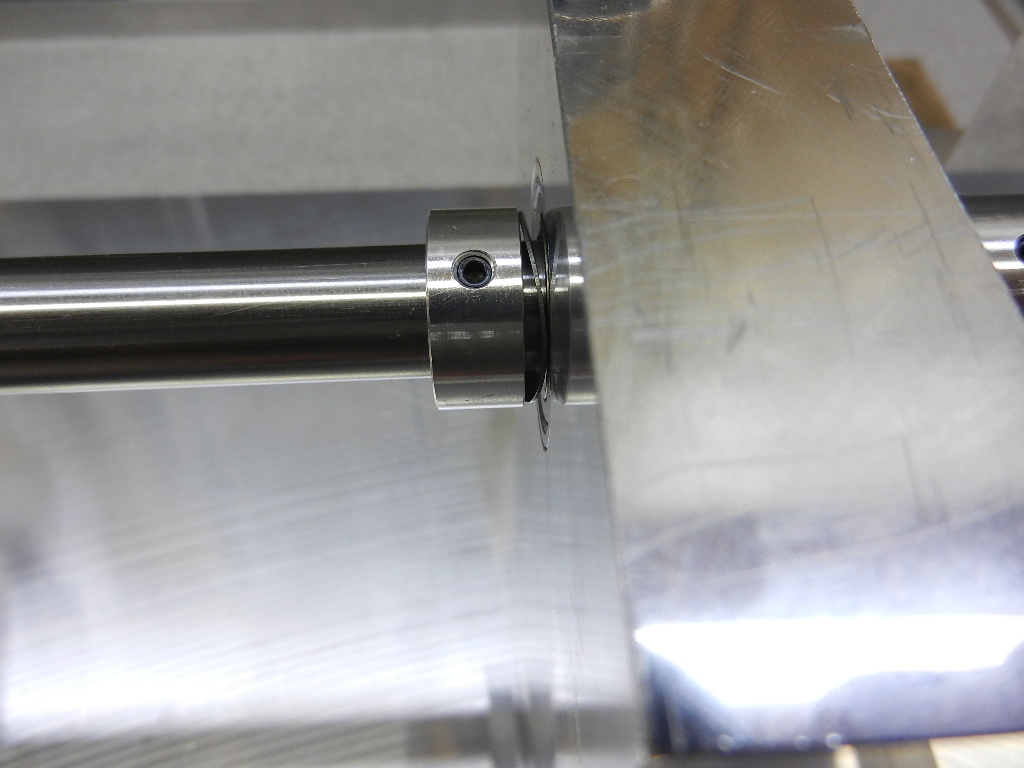
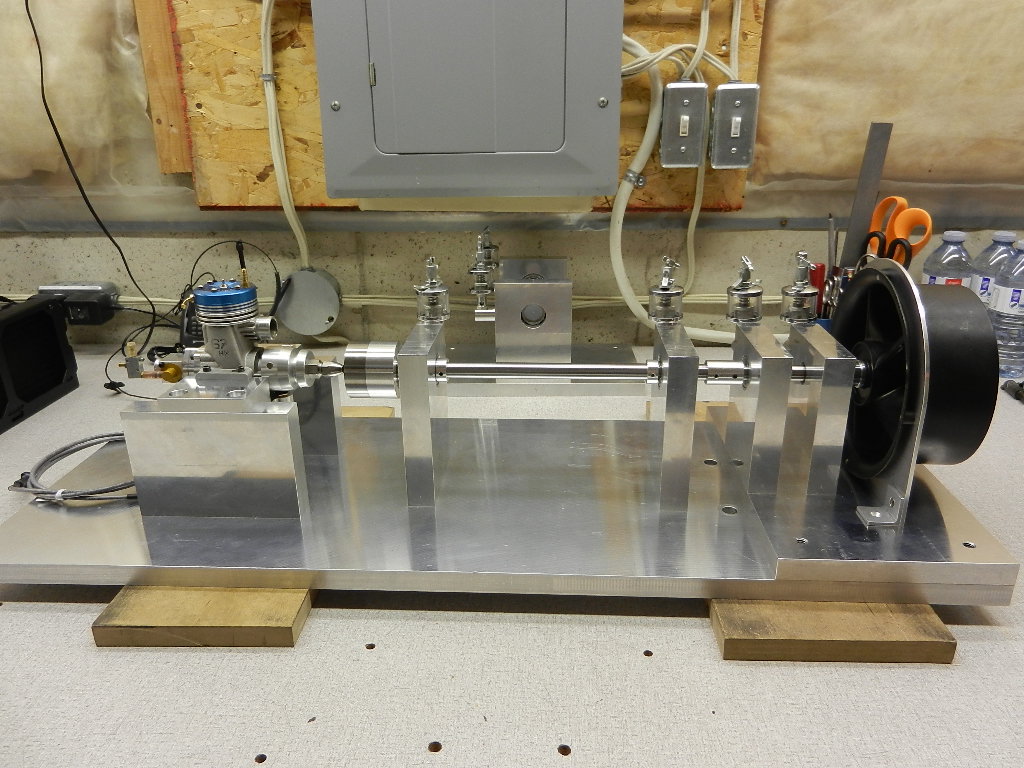
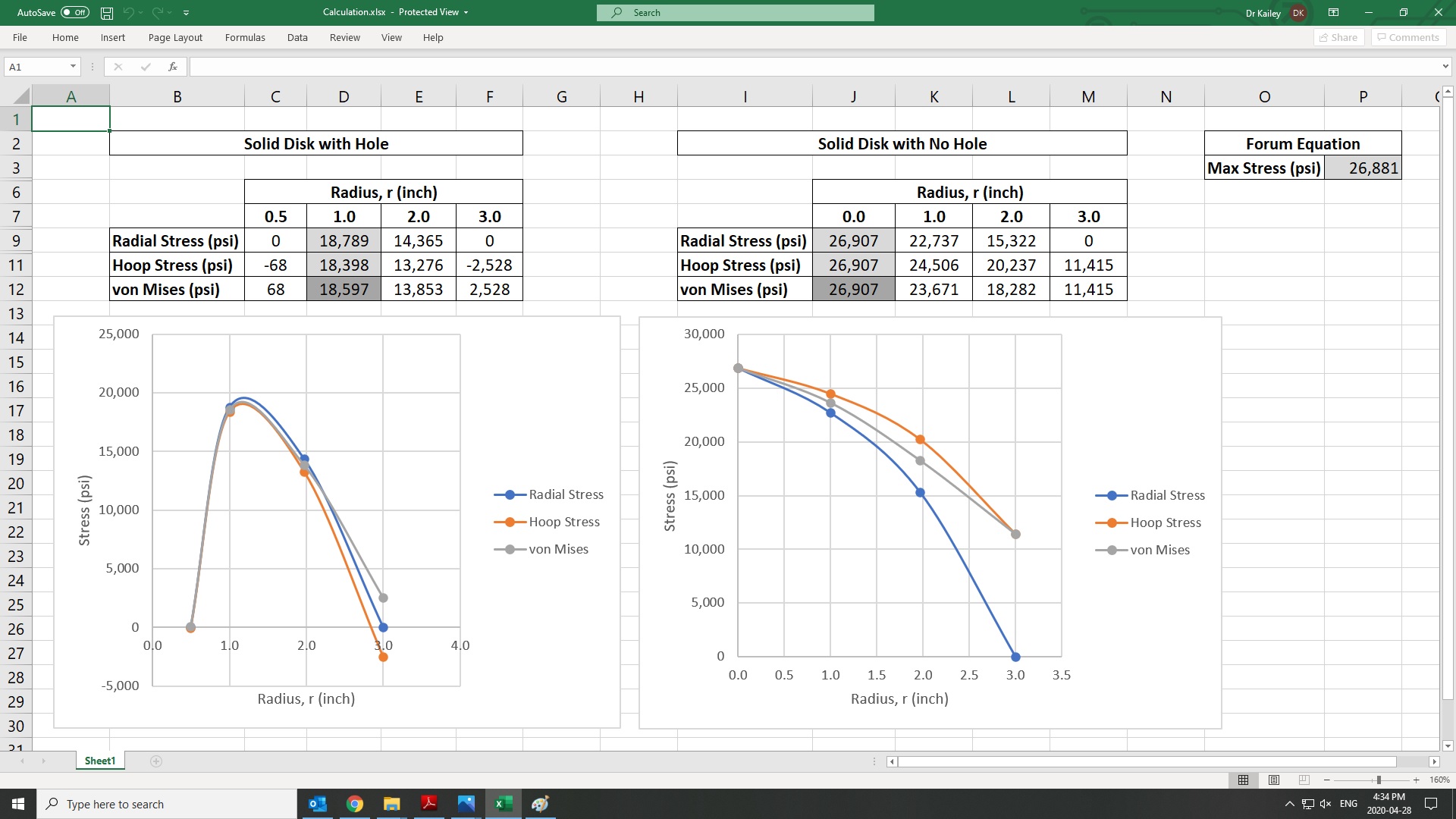
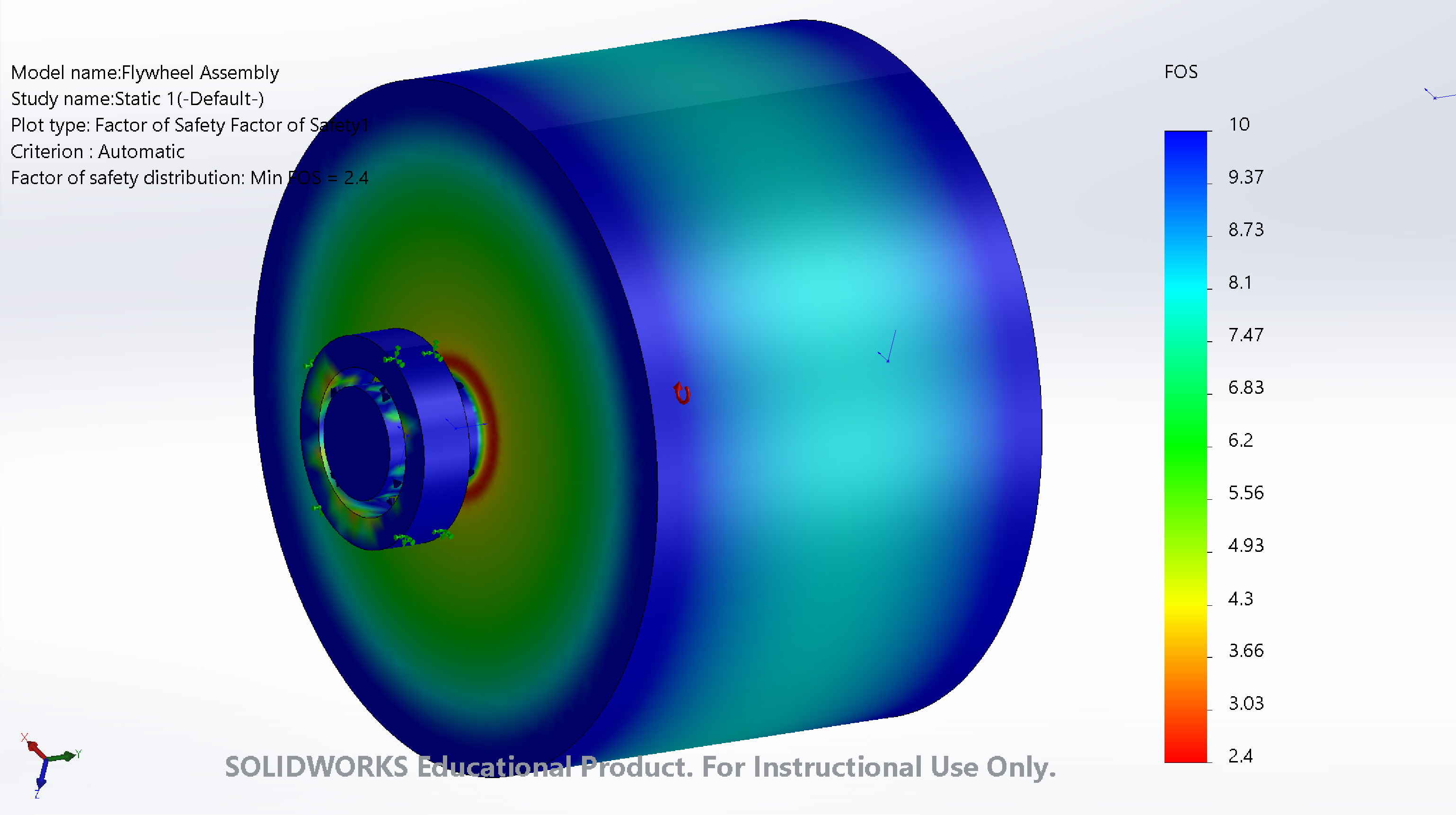
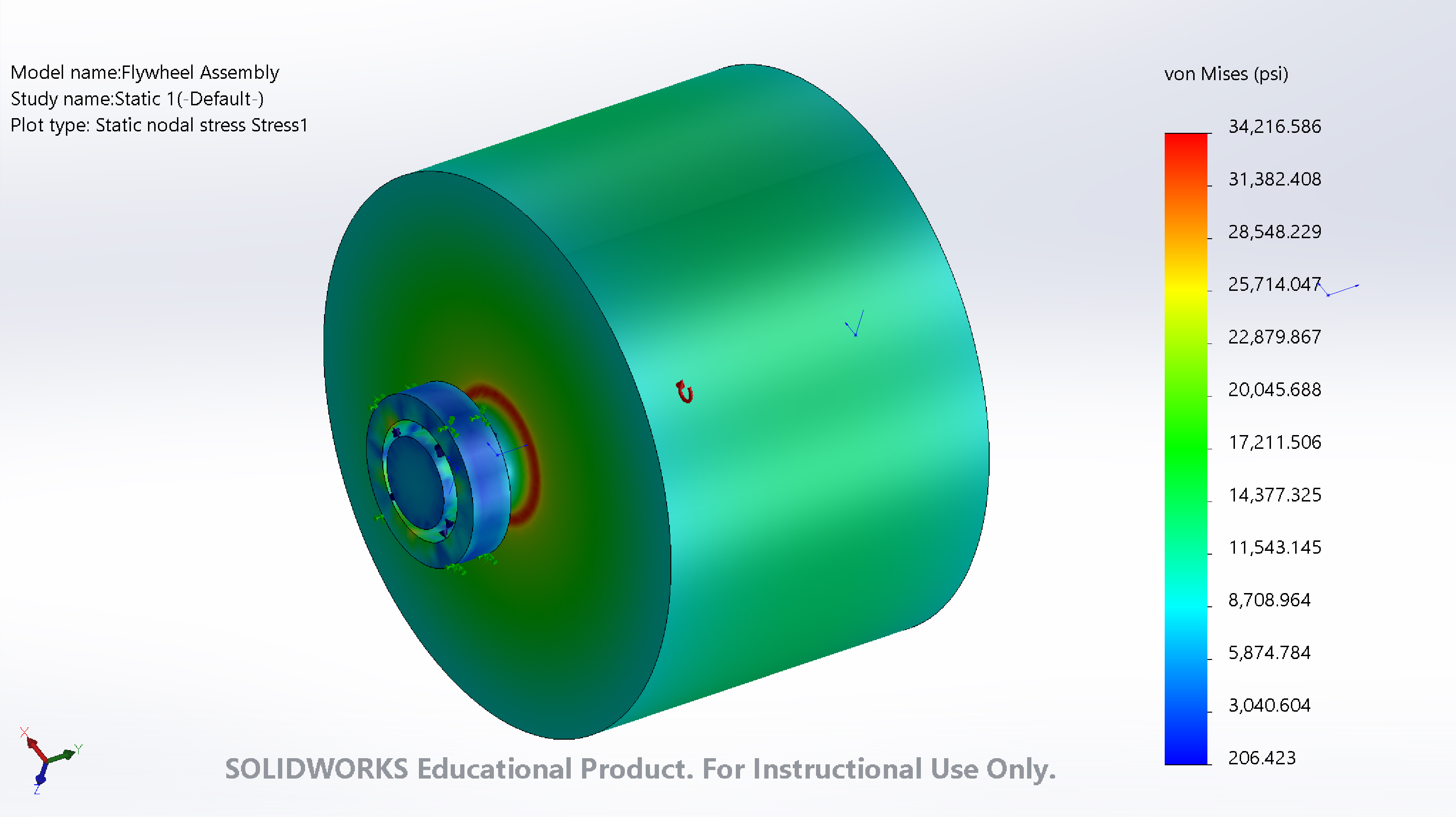
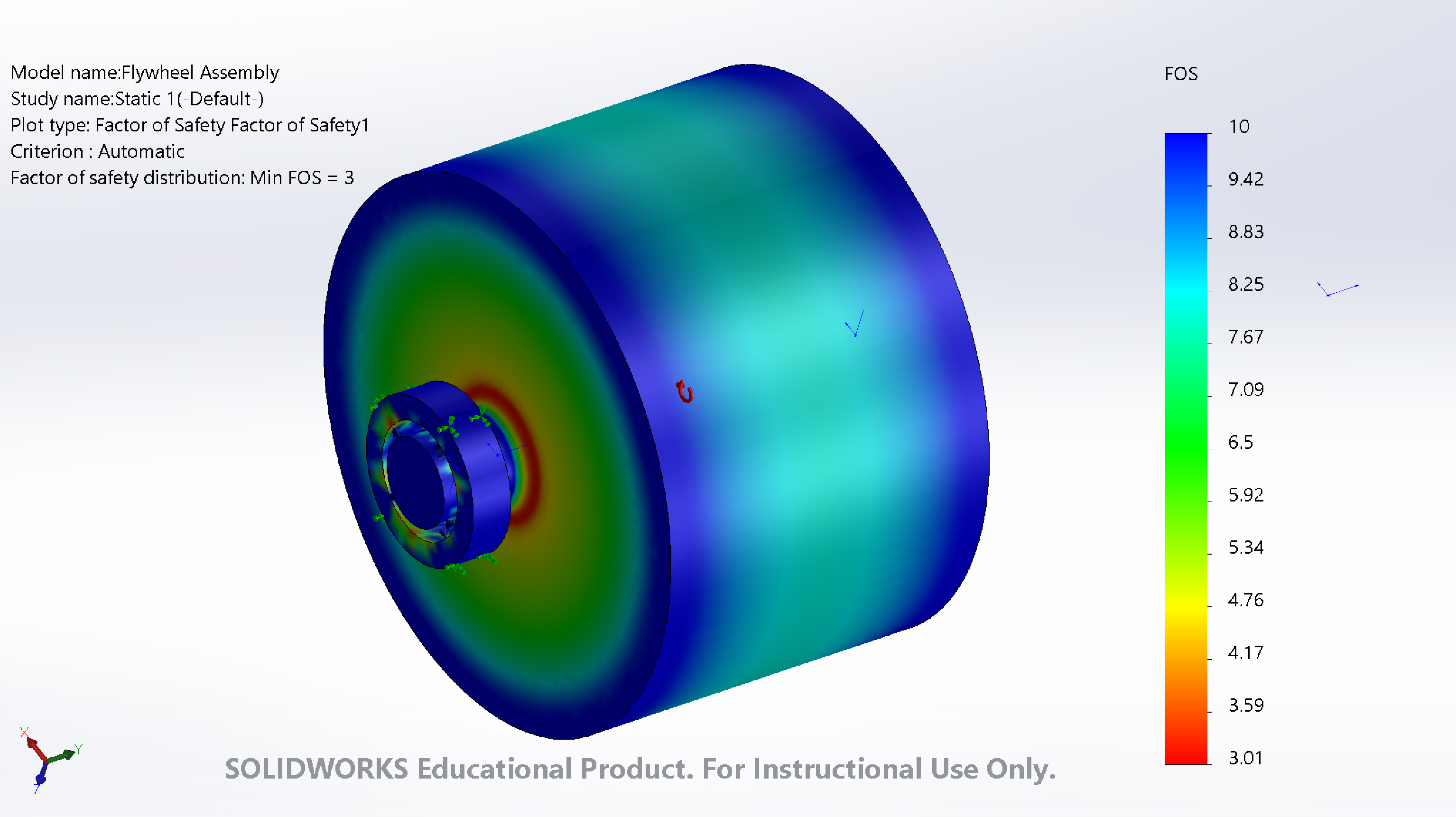
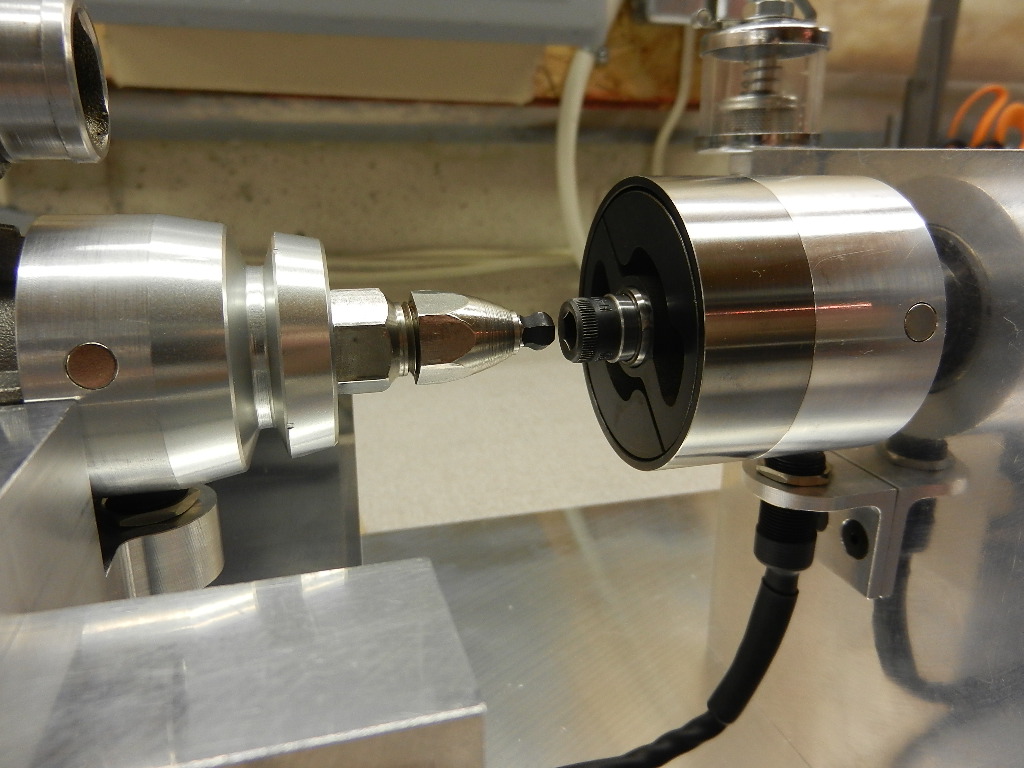
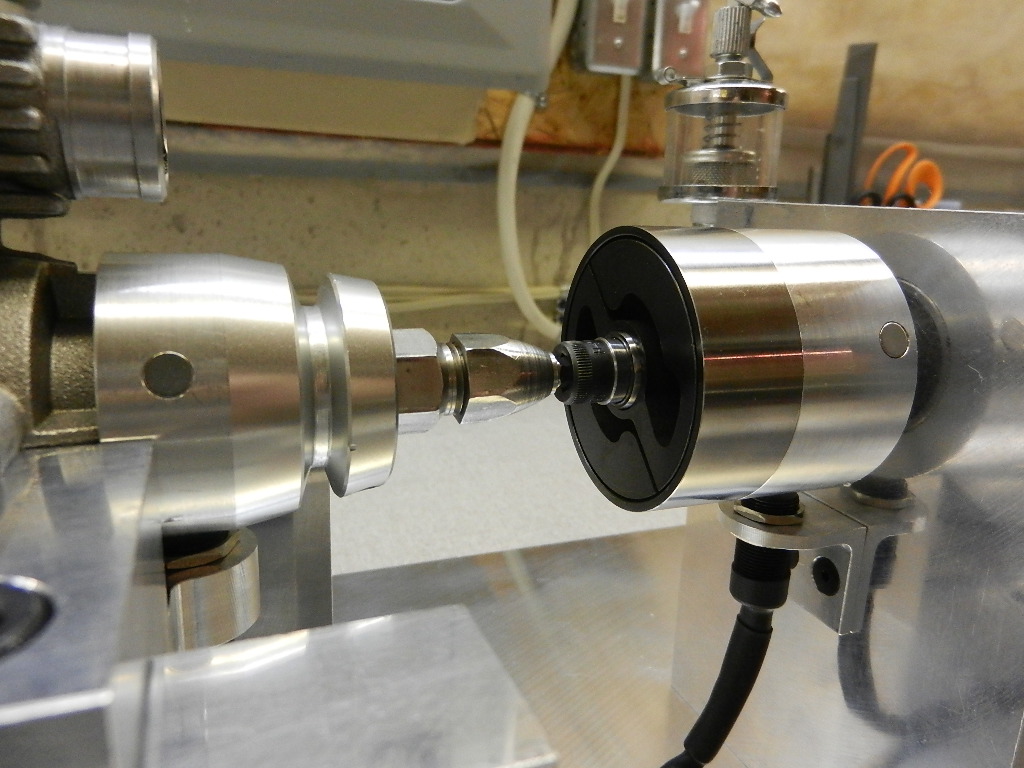
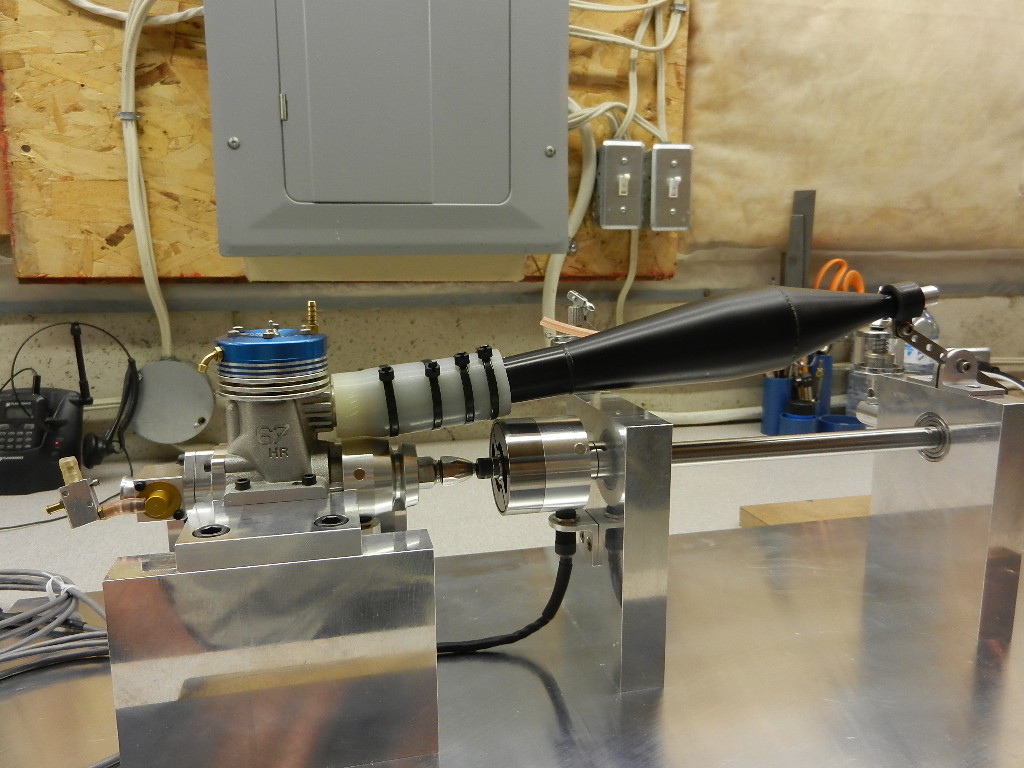
This was intended for testing high speed motors. It has two load sources, one is a big Lehner 30 series motor that is housed in a water cooled reaction torque cradle. The other load source is a turbocharger compressor wheel. A coupler connected the test motor to the dyno motor and could be removed if we wanted to only test with aero load. If we only wanted dyno motor load we removed the compressor wheel and replaced it with a dummy wheel that had the correct inertia and mass, but no blades. When you get into high speed machinery rotordynamics become critical so you have to be mindful of masses and their position on the shaft(s).
We used two motor controllers, one powering the motor under test and the other absorbing the load. The ESC's were connected on the DC bus so only a small power supply was needed to make up for the losses in the loop. The motor and dyno could also be reversed so the dyno motor was powering the motor under test and we could generate motoring/generating maps in both positive and negative torque.
The reaction cradle torque was countered by the load cell and we have a test weight platform to calibrate.
An encoder was used to measure speed and all signals fed into a laptop running Labview.
Cooling water was distributed in the base of the main body to the dyno motor and motor under test. Soft silicone hose ensured the cooling lines imparted minimal reaction torque to the cradle.
This ran up to 45-60kRPM reliably, but beyond that we had issues with the coupler. This was great for working on motor controls and mapping efficiency of the motor at lower speeds. Enough to corrleate simulations and we could extend the simulation to higher speeds. I worked on a higher speed design intended for 180kRPM, but never got around to building it.