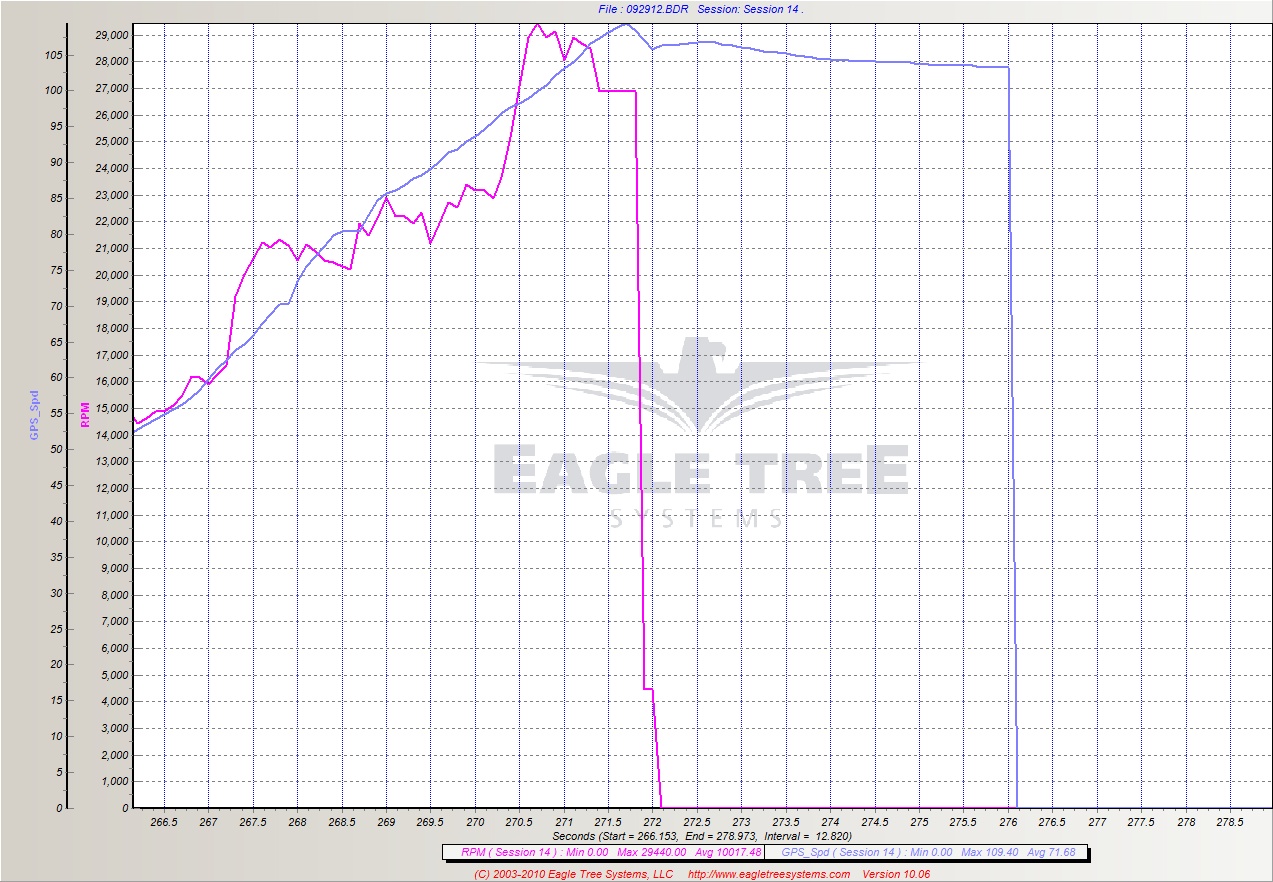
Yup, as mentioned I eventually want to get back to re-chroming liners and want to try some different tapers but before I get to that I want a dyno to accurately measure if I'm gaining anything or not. The main reason I want to make some pistons now from this material is I'm getting cracks in the stock pistons, even had one let go and seize the motor at 29K+, pretty spectacular:
Yes, setting the compound taper over a longer distance would certainly be more accurate but using a gauge block to get this distance is very accurate, is it not?
The piston would be turned straight (no top taper) to about 0.010" oversize, all the internal milling done leaving a step in the bottom, then the wrist pin hole would be put in with a V block type mandrel in the lathe, lapping to final size. Circlip grooves would be cut as well at this time. This is how I did them before, it worked very well. Or I might do it on the mill this time, set up properly in a V block would make sure it's right.
It would then be mounted on another mandrel that holds it on the step with an arm to tighten down holding it from the wrist pin on the inside. Indicate it in the 4 jaw and it's ready to finish grind.
Grind the straight part very close (a couple tenths) to size then grind the top taper. Fit the sleeve. Go back and forth between grinding the straight part and taper until the desired fit is had. Tedious, yes! But to fit a piston to an existing liner what option do you have?
There's more than one way to skin a cat, not that the cat would care tho... :unsure: