


Terry Keeley
Well-Known Member
- Joined
- Jul 24, 2002
- Messages
- 7,193
In no way am I bad mouthing CMB, in fact I think they're doing a great job and have had zero issues running their 21's, 45's, 67's, 80's and the new VAC 90.
Stu mentioned a while back some were having issues with the new billet drum housing and to either drill an oil hole or cut a groove in the face, my 90's came with the groove, the new 67's didn't have it so I drilled a hole.
Was I just unlucky or is the groove bettter? Maybe an oil groove in the bushing the whole way around?
VAC 90:

Hole I put in my new 67 drum:
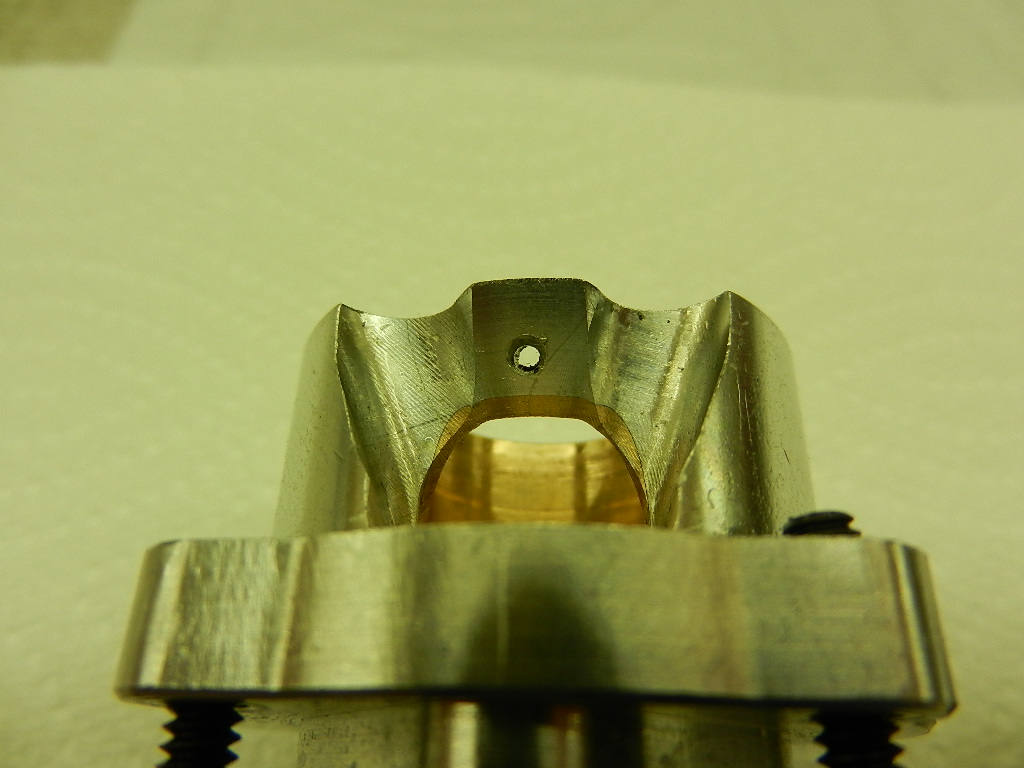


Stu mentioned a while back some were having issues with the new billet drum housing and to either drill an oil hole or cut a groove in the face, my 90's came with the groove, the new 67's didn't have it so I drilled a hole.
Was I just unlucky or is the groove bettter? Maybe an oil groove in the bushing the whole way around?
VAC 90:
Hole I put in my new 67 drum:
Last edited by a moderator:


