Hi Terry,
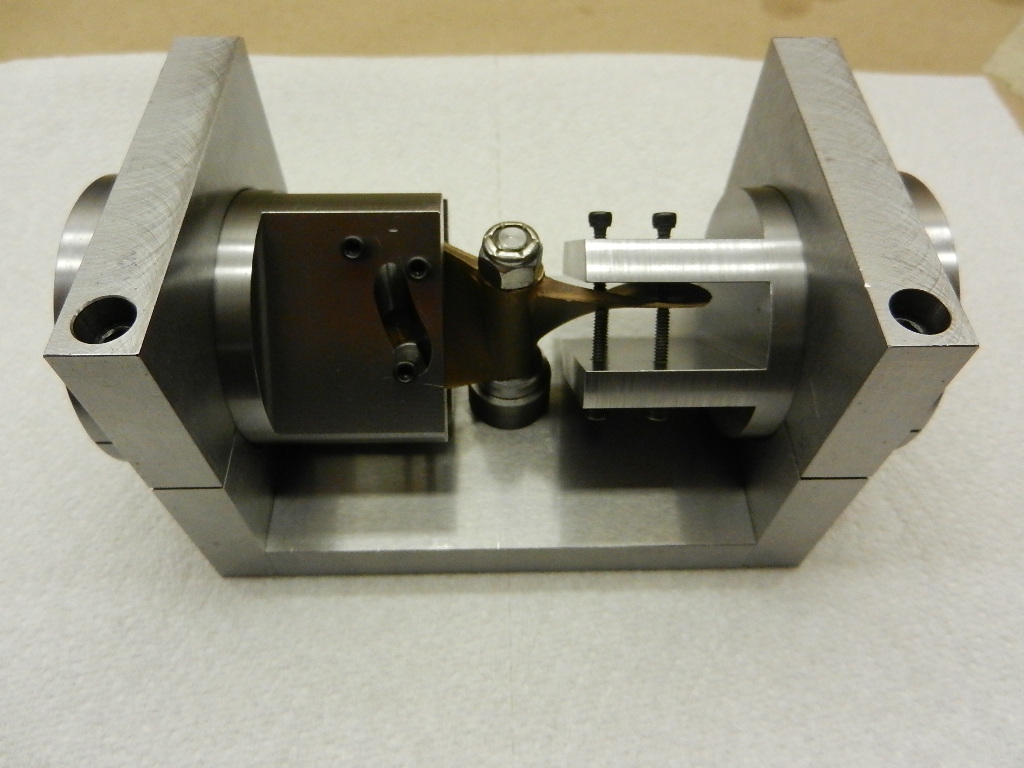
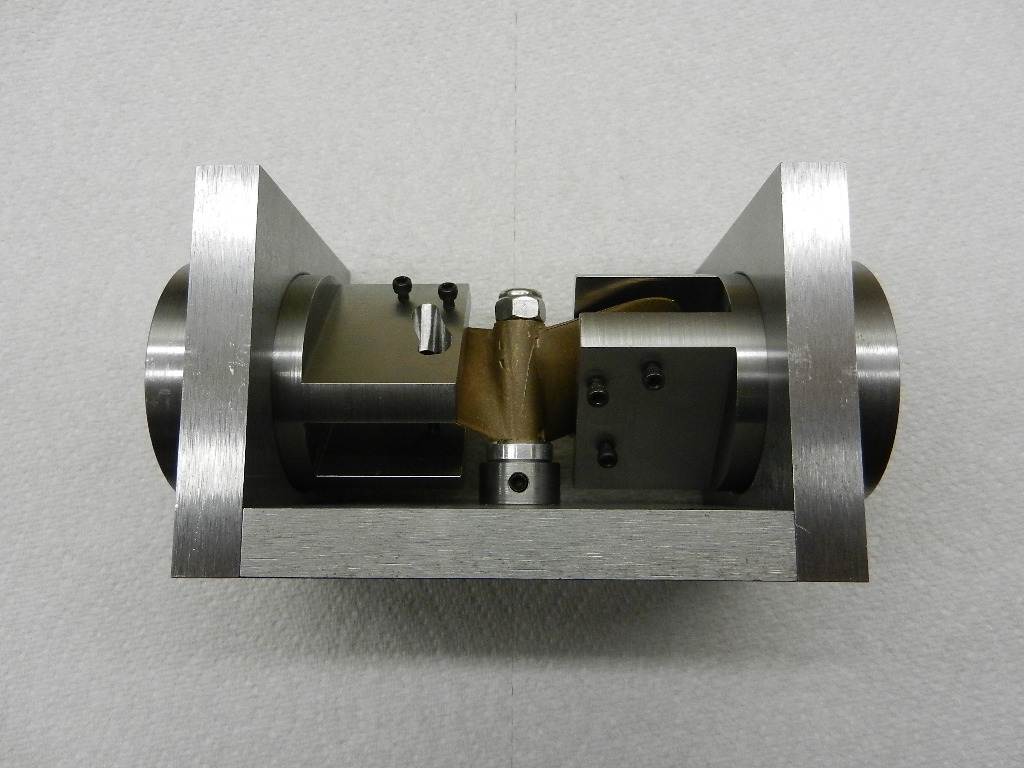
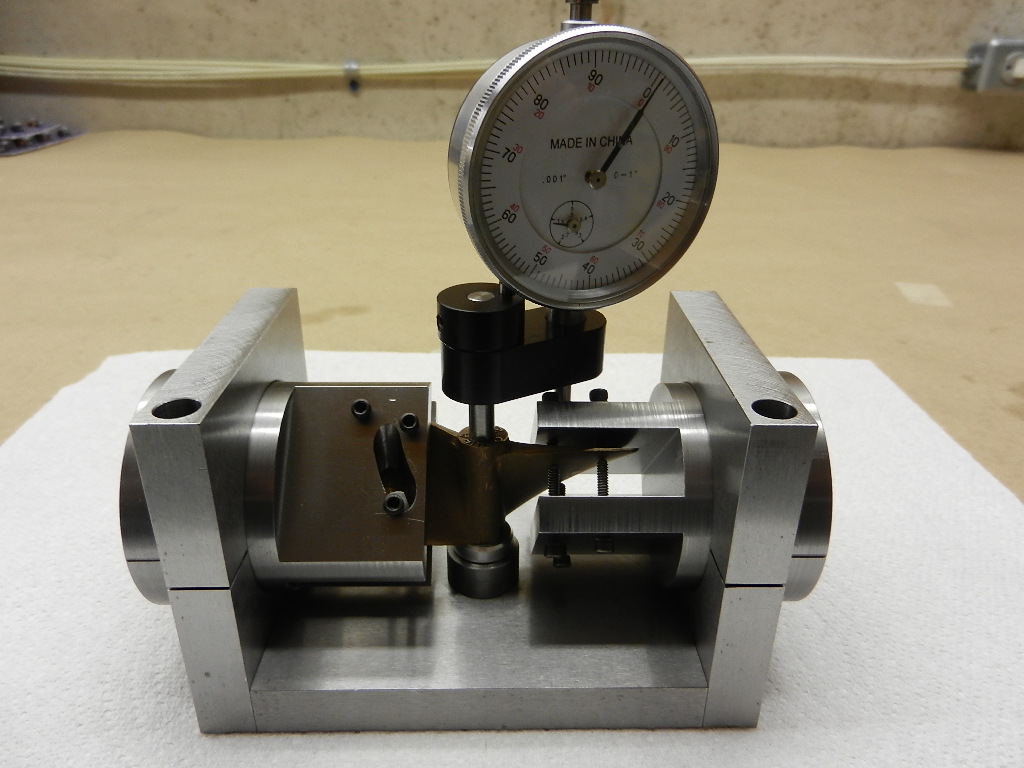
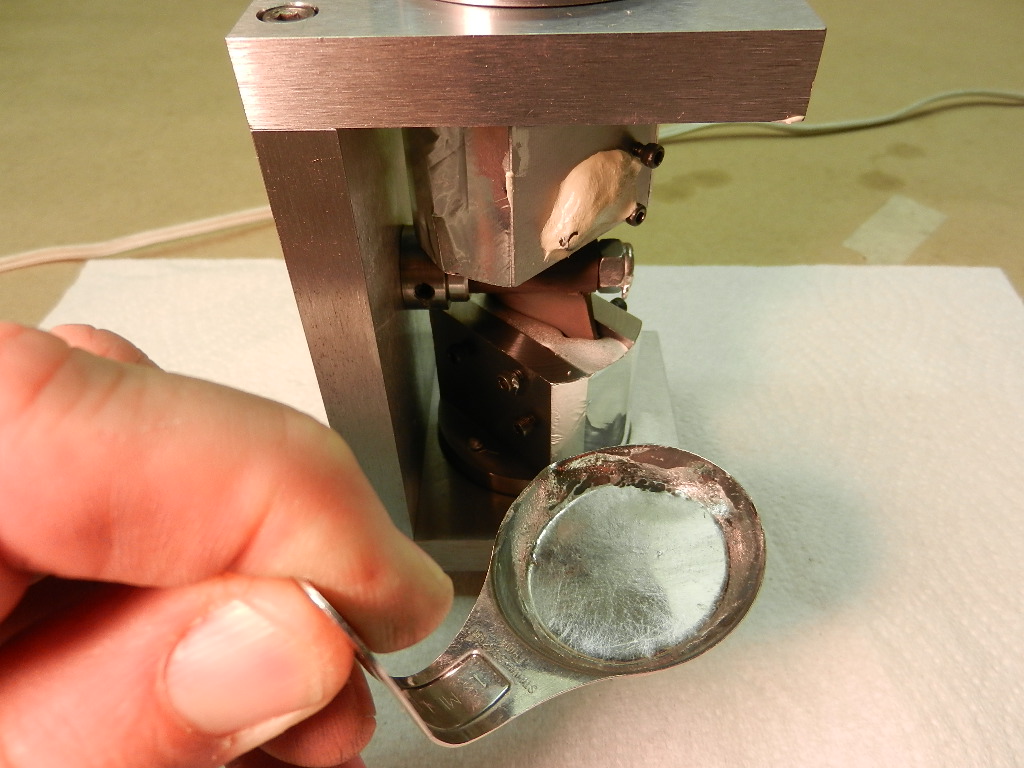
Nice setup. Have you used aircraft counter bores? They have a removerable/interchangeable pilot. When used in your application the pilot helps track the cutter and might help take some of the cutting pressure off your fixture. I finally got around to reading your tech briefs on BeCu really good up to date information! Yes, BeCu brazes really well.
John





")